Malteado
Procedimeinto por el cual un cereal es germinado y secado pudiendo
tostarse en mayor o menor grado. Industrialmente es un proceso por etapas que
se aplica fundamentalmente a la cebada y en menor medida al trigo. Se inicia
con el acondicionamiento del grano, que debido a las condiciones de ensilaje
permanece en estado de latencia. Se humedece y se deja germinar. Se detiene la
germinación, cuando aparecen las radículas, mediante el secado. Luego se tuesta
de acuerdo a los requisitos de su posterior utilización y se deja de nuevo
enfriar y ya puede almacenarse tras separar las radículas del grano.

La interpretación de los análisis de algunos restos
arqueológicos, correspondientes a la cultura íbera del neolítico, sugiere que
el cereal había sido tostado previamente. En los textos de Orosio (S. IV-V n.e.)
que luego reproduciría San Isidoro en su Etimología,
se explica que el proceso de elaboración de la cerveza se inicia con la
germinación templada de la semilla que luego es puesta a secar al fuego vivo.
En el siglo XVI se cita cómo se tuesta el cereal germinado en canalones al
fuego directo. En los textos del XVIII y en adelante se especifica cómo tratar
el cereal para su malteado, humedeciéndolo para que germine en grandes salas,
dándole vueltas con palas y luego secándolo y tostándolo en torres
especialmente diseñadas al efecto.
En 1922 como consecuencia de las dificultades de
importación de malta y la falta de suministro en España, pues sólo existían dos
malterías y había 46 fábricas de cerveza, Cervezas Mahou decide construir su
propia planta de malteado, que inaugura en 1926. En 1925 se abre la maltería
Gordon en Jerez. Hoy en día existen en España siete malterías, que pertenecen a
cinco empresas, dos de ellas malterías independientes, Cargill e Intermalta,
las otras tres pertenecen a empresas fabricantes de cerveza, Mahou-San Miguel,
Heineken España y La Zaragozana.
Tan importante es el malteado que ha constituido
tradicionalmente una industria independiente, aunque algunas fábricas de
cerveza lo incorporasen a su propia factoría.
El proceso del malteado puede dividirse en varias etapas, cada una de las cuales tendrá a su vez su correspondencia con un subproceso industrial. Partiendo del grano "seco" de cebada ( o e trigo u otro cereal) lo primero que se necesita es rehidratarlo, esta etapa se denomina acondicionamiento. Luego, debido al cambio en las condiciones ambientales, el grano comienza a desarrollar los procesos fisiológicos de crecimiento de la plántula, es la germinación. Para detener este proceso, pues no se quiere generar una nueva pnata, sino provocar los cambios que acondicionan el grano para su posterior aprovechamiento, se procede a un nuevo secado. Una vez seco, se detiene la germinación y se procede al tueste o tostado, para dar color y aroma en la medida que se requiera en la cervecería. Esto conlleva también otros cambios muy útiles para los procesos posteriores como son la deshidratación de los tejidos envolventes o cascarilla. Finalmente se procede a la eliminación de la raicilla que es el único sistema que se habrá desarrollado a partir de la semilla, esto se llama desgerminado o degerminado.
La importancia del malteado. Sus efectos sobre el
grano de cebada

Acondicionamiento:

Célula de endospermo teñida con azul de toluidina que muestra la pared
celular (PC), los gránulos de almidón (GA) y de proteínas (GP). Fuente: https://www.dagz.boku.ac.at/en/abteilung-fuer-molekulare-zellbiologie-und-glykobiotechnologie/ag-stoeger/
La semilla de cebada además de almidón contiene y aporta beta-glucano y
proteínas. El acondicionamiento es el paso imprescindible para “liberar” las
enzimas que degradarán por un lado el almidón, para dar azúcares solubles
asimilables por la levadura y poder ser fermentados; por otro el beta-glucano,
componente de la pared del endospermo, para dar también azúcares fermentables y
sobre todo reducir al máximo la presencia de éste en el mosto; finalmente se
degradarán las proteínas, que darán aminoácidos importantes para las funciones
de la levadura y también se conseguirá que no persistan en el mosto.
 |
| Activación de la homona GA3 (ácido gibelérico) por el escutelo al hidratarse la semilla y acción sobre la liberación enzimática de la aleurona. |
La humedad y la temperatura adecuadas desencadenan una serie de procesos
que se inician con la activación de las hormonas responsables de los cambios
fisiológicos de la semilla. El ácido gibelérico, una hormona, es secretado por
el escutelo hacia el endospermo. Cuando llega a la capa de aleurona provoca la
liberación de enzimas cuya misión es degradar los componentes de reserva,
almidón, lípidos y proteínas fundamentalmente, para alimentar al embrión de la
planta durante su crecimiento 1.
Calentamiento o desecado:
Como consecuencia de la entrada de agua en el grano no sólo se ha
liberado la hormona desencadenante de la dispersión de las enzimas en el
endospermo. Las hormonas responsables del desarrollo fisiológico del embrión
entran en acción. El embrión desarrolla las raicillas o radículas y consume las
reservas del endospermo. Si no se detuviese este proceso se consumiría todo el
almidón. El secado tiene por objeto dicho paro fisiológico.

Tostado:
Podríamos utilizar el grano de cebada, ahora denominado malta verde, tal
cual está. Las enzimas proteolíticas, la beta glucanasa y las amilasas alfa y
beta han degradado lo suficiente las células y los gránulos interiores de
reserva como para que la molienda y el remojado produzcan un mosto con azúcares
fermentables. Pero el tostado provoca una serie de reacciones entre las
proteínas y los carbohidratos, conocidas en su conjunto como reacción de
Maillard, que darán al mosto y por supuesto a la cerveza un color y un aporte
aromático determinado en función del grado de tostado.
 |
| Esquema "simplificado" del conjunto de reacciones que constituyen la reacción de Maillard. A partir de Davis y Labuza, The Maillard Reaction |
Además el tostado ha desecado lo suficiente los tejidos exteriores de la
semilla como para hacerlos fácilmente separables de los gránulos de almidón. Se
dice que el grano se ha vuelto “friable”.
Históricamente esta fase del tostado sólo tenía por objeto detener el
crecimiento de la semilla, seguramente un “exceso” en el grado de tueste
provocó la obtención de un tipo de cerveza oscura que fue apreciada tanto en la
región alemana de Baviera como en ciertas zonas de Inglaterra e Irlanda, dando
lugar a estilos propios muy característicos, las cervezas “munich oscura” y
“bock”, y las “porter” y “stout”.
Degerminación:
Como consecuencia del inicio del crecimiento de la planta han aparecido
las raicillas o radículas. Éstas contienen muchas proteínas que no conviene
transferir al mosto. Las proteínas al unirse con ciertos componentes del
lúpulo, los polifenoles, crean unos complejos macromoleculares que enturbian el
mosto, secuestran los deseados polifenoles y aumentan la viscosidad dificultando
los procesos de filtración.
Aprovechando que el tostado ha secado lo suficiente las radículas, éstas
son ahora fácilmente separables del resto del grano. Mediante medios mecánicos
es fácil eliminar este indeseado componente.
Proceso industrial
Cada etapa del proceso de malteado implica un proceso industrial.
En el malteado suelen utilizarse dos tipos de cebada, las de seis
carreras sulen producir más enzimas pero las de dos dan maltas con mayor
extracto 2.

Etapas previas. Prelimpieza, dormancia o latencia, limpieza y selección
Al recepcionarse la cebada en la fábrica, tras un control de calidad, se
limpia el cereal de piedras, metales y otros elementos que pudieran
acompañarlo. Una vez limpio se almacena. Este paso del almacenamiento aunque inicialmente
era de naturaleza logística, sirve para que el grano pase una fase de latencia
o “dormancia” previo a la germinación. Esta fase de latencia es fundamental en
el posterior proceso de liberación de las hormonas que activarán la secreción
de enzimas por parte de la aleurona durante la germinación.
 |
| Planta típica de malteado. Fuente: Bühler. |
Después del almacenamiento en condiciones reguladas, una humedad inferior
al 15% ±1% y una temperatura de unos 15ºC y antes de tostar el cereal hay que
hacer una limpieza y selección de los granos. Esta operación suele realizarse
simultáneamente en máquinas adecuadas a este fin. Básicamente consisten en
sistemas donde el cereal se deja caer por una boca de entrada en la parte
superior de la máquina a contracorriente de un flujo de aire. En función del
tamaño de grano y su peso, éste presenta una mayor o menor resistencia al
flujo. Esto hace que se separen las partículas más pequeñas de polvo y
cascarilla, arrastradas por el aire. El resto de partículas, compuesto ya por
semillas de distintos tamaños, caen a una pila de tamices inclinados que van
cribando el grano, separándolo fundamentalmente en tres tamaños, primer grado
por un lado y segundo grado y gránulo grande por otro 3.
 |
| Esquema de cribadora limpiadora por aire de Bühler. |
Acondicionamiento. Remojado o aspersión.
Consiste en poner el grano de cebada en condiciones de germinación. Las
semillas requieren para este proceso fundamentalmente una elevada humedad.
Industrialmente se consigue mediante dos tipos de técnica. El remojado se
efectúa en cubas de fondo enrejillado en las que se pueden apilar varias de
estas capas. No conviene que cada capa supere cierta altura pues el peso de las
semillas hidratadas puede provocar el deterioro de las semillas inferiores. Se
suelen alternar periodos de remojado con periodos de escurrido para facilitar
la eliminación del CO2 producido. Hay que tener en cuenta que la
semilla comienza a “revivir”. El método de aspersión se lleva a cabo en las
mismas salas o “cajas” en las que luego germinará. Unos brazos mecánicos de los
que cuelgan varias hélices voltean y humedecen el grano simultanea y
continuamente.
Cada uno tiene sus ventajas. En el de remojado al tiempo que se hidrata
la semilla se produce su lavado pudiendo ahorrar el procedimiento previo. En el
de aspersión se evita el transporte de la semilla hidratada, más frágil, ya que
la germinación se llevará a cabo en el mismo elemento industrial.
El tiempo y la temperatura son factores importantes
en este proceso, generalmente se utiliza agua a una temperatura de unos 15ºC,
pero hay tipos de cebada que requieren iniciar con temperaturas de 35-40ºC para
luego enfriar a 15-20ºC.
 |
| Esquema de tina de remojado. Fuente Malteurop. |
Germinación
Tras activarse el germen de la planta dentro de la semilla, comienzan los
cambios fisiológicos del grano. El más relevante morfológicamente es la
aparición de las radículas a los seis días como máximo. Durante este tiempo las
semillas se mantendrán a la humedad alcanzada en el acondicionamiento (40-45%)
y para homogeneizar las condiciones se irán volteando continuamente. EL proceso
fisiológico de la germinación implica consumo de oxígeno y desprendimiento de
CO2 así como una elevación de la temperatura, al igual que en la
etapa de acondicionamiento es necesario “contrarrestar” estos efectos mediante
el volteado continuo. Al final de esta etapa se habla ya de “malta verde”.
 |
| Caja de germinación de base cilíndrica. Fuente: Bühler. |
Se han liberado las enzimas que se necesitarán para
los cambios posteriores. Se trata de alfa y beta amilasas; hemicelulasas;
proteolasas de dos tipos, las que descomponen las proteínas complejas en
péptidos y polipéptidos, y las que dividen éstos en aminoácidos; fitasas que
desdoblan la fitina en fosfatos e inositol; oxidasas, peroxidasas y catalasa,
que activan el oxígeno intracelular; y las betaglucanasas que hidrolizan los
beta glucanos. La persistencia de proteínas y b-glucano es responsable de
ciertos problemas en la cerveza, por eso es importante que estas enzimas estén
“listas” para acometer su función en el mosto, descomponer las proteínas en
aminoácidos y el b-glucano en azúcares simples fermentables. Cuando el
b-glucano permanece sin degradar forma un complejo viscoso que dificulta la
filtración del mosto, así como problemas de turbidez junto con las proteínas.
Al final del malteado este componente de las paredes celulares de la semilla
habrá pasado de un 35% a un 10%-5% según el tiempo de malteado.
Entre los cambios físicos, aparecen las radículas y
la semilla contiene un 40% de humedad. El endospermo se vuelve friable o
desmenuzable, se dice que la malta se ha desagregado. Si el proceso germinativo
continuara se consumiría el almidón, por lo que se debe detener, pero no antes
del desagregado total. Este parón biológico se consigue con el tostado.
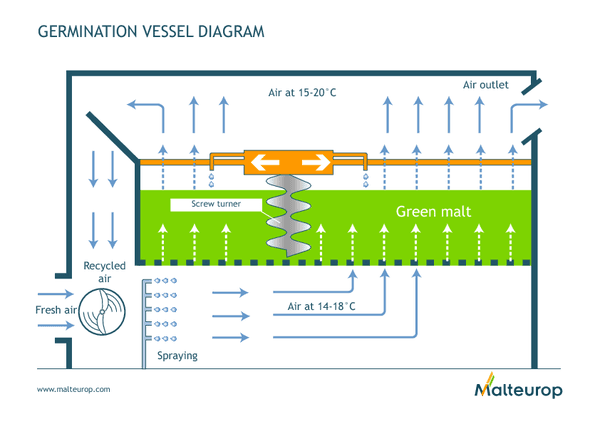 |
| Esquema de caja de germinación. Fuente: Malteurop. |
Secado y tostado
En realidad podríamos considerarlo una sola etapa, en la que la temperatura
se incrementa de manera programada. El primer tramo consiste en secar el grano
para detener la germinación, pero hay que hacerlo de forma progresiva para que
las enzimas puedan “adaptarse” a la temperatura, ya que un cambio brusco podría
modificar su estructura volviéndolas inactivas. El objetivo es bajar la humedad
a niveles del 4-5%, así toda actividad metabólica se detendrá sin deteriorar el
grano. Habitualmente todo el proceso se realiza con aire caliente. Ya de
antiguo se utilizaban torres de tostado con aire. Luego hay que subir la
temperatura para “tostar” el grano, así se consigue que se inicien una serie de
reacciones (reacción de Maillard) que provocan la aparición de una familia
bastante compleja de compuestos resultantes de la interacción de las proteinas
y los carbohidratos, son las melanoidinas. Éstas son responsables del color más
o menos oscuro, dependiendo de la temperatura final, y de ciertos aromas
característicos. Cada tipo de cebada permite una temperatura final de tostado
según el tipo de malta que se quiera obtener, en torno a los 85-90ºC para una
malta clara o hasta los 230ºC para una malta negra. Al acabar hay que enfriar
de nuevo el producto ya denominado malta. Éste es un punto crucial del proceso
cervecero. Según el proceso de tueste de la malta ésta adquirirá unas
propiedades determinadas, tanto organolépticas como de color, que se
manifestarán en el producto final.
 |
| Esquema de caja de tostación. Fuente: Malteurop. |
Desgerminación
El tostado ayudará también a separar las radículas del grano. Es
importante este paso ya que la cantidad de sustancias nitrogenadas de la raíz,
aminoácidos fundamentalmente, podría causar problemas en los procesos
posteriores de la cervecería como es el filtrado. La cebada produce una
proteína denominada hordeína que contienen un aminoácido particularmente
“incómodo” para el cervecero, es la prolina. Ésta tiende a combinarse
fácilmente con los polifenoles del lúpulo creando partículas que no sólo
enturbian el líquido, además aumentan la viscosidad lo cual dificulta la
filtración.

La separación mecánica de este elemento de la semilla, las radículas, se
lleva a cabo básicamente por dos métodos. Uno consiste en verter la malta sobre
un chorro de aire a presión suficiente para arrancar y arrastrar las radículas
pero que no es suficiente para “suspender” el grano que cae a un receptáculo
adecuado. El otro consiste en una “agitación” mecánica dentro de un tambor
perforado. Las raicillas caen por los orificios y el grano queda en el tambor.Las raicillas se suelen utilizar en alimentación animal.
 |
| Esquema de desgerminadora por ciclón de aire. |
La malta así obtenida puede conservarse
perfectamente, manteniendo las condiciones adecuadas de humedad (menor del 35%)
y temperatura (menor de 22ºC), hasta el
momento de ser utilizada (18-24 meses).
[ última actualización 20 de mayo de 2015]
Agradecimientos
Quiero
agradecer a Diego Carpio de Bühler España S.A. su interés y su ayuda en el
proyecto inicial en el que se basa este blog, un "postpuesto" libro sobre la
cerveza. Especialmente por la documentación facilitada y sus explicaciones al
respecto del proceso de maltería del que Bühler es uno de los principales fabricantes
de equipamiento industrial.
Imágenes
Célula
endospermo:
Acción de la
gibelerina AG3 (ác. gibelérico) y tablas: Miguel Juanco.
Reacción de Maillard: Miguel Juanco a partir de Davies y Labuza. The Maillard Reaction. Application to Confectionery Products.
Reacción de Maillard: Miguel Juanco a partir de Davies y Labuza. The Maillard Reaction. Application to Confectionery Products.
Planta
malteado y esquema cribadora limpiadora: Bühler S.A.
Esquemas de
plantas de acondicionamiento, germinación y tostado: Malteurop
Cebada germinada:
a partir de una imagen de: http://www.biokemi.org/biozoom/issues/522/articles/2368
Enzymes in brewing.Publiceret April 2008.Nº2.
Biokemisk Forening – Danish Society for Biochemistry and Molecular Biology
Bibliografía
La mayor parte del tema tratado está extraida de:
Guía de Mejores Técnicas Disponibles en España del Sector e Elaboración
de Malta, una publicación del Ministerio de Medio ambiente y Medio Rural y Marino
del año 2009.
También han sido muy útiles:
Paul Schwarz and Yin Li. Malting and Brewing Uses of Barley. En: Barley: Production, Improvement and Uses.
Steven E. Ulrich ed. Blackwell, 2011. pp. 478- 521.
Canadian Malting Barley Technical Centre. Canadian Barley Malting and Brewing Technical Guide. Fifth Edition.
Referencias
1. Robert C. Schuurink, Norbert J. A. Sedee and Mei Wang. Dormancy of the barley grain is correlated
with gibberellic acid responsiveness of the isolated aleurone layer. Plant
Physiology. (1992) vol.100. pp. 1834-1839.
2. Mahesh
Gupta, Nissreen Abu-Ghannam and Eimear Gallaghar. Barley for
Brewing: Characteristic Changes during Malting, Brewing and Applications
of its By-Products. Comprehensive Reviews in Food Science and Food
Safety. Vol. 9, (2010). pp. 318-328.
3. Sistemas de Proceso, Limpieza, clasificación,
aspiración. Bühler Grain Logistics Processing Systems. Folleto publicitario.
muy buen blog, gracias por tu info !!
ResponderEliminargenial
ResponderEliminarme quedo muy claro con esto el proceso de remojo y germinacion en cuanto a todo lo que ocurre dentro del grano. feliz !
ResponderEliminarMuchas gracias por tu amable comentario
Eliminar